








屠宰废水处理厌氧反应器的应用
前言
肉类加工屠宰废水颜色深.悬浮物和有机物含量高。因为这种污水主要来自生猪的屠宰和加工阶段,所以有大量的猪血.油脂.肉渣等污染物,这种有机质不易降解,难以处理。目前,处理难降解有机物的厌氧工艺较多,包括IC反应器.厌氧折流板反应器及UASB反应器等。厌氧污水处理过程复杂,得到广泛认可“三阶段理论”即废水先后水解酸化菌.产氢产乙酸菌和产甲烷菌的作用可以处理。产甲烷菌的作用是厌氧过程的关键阶段,也是受外部条件影响最大的阶段。.H2和CO产甲烷菌群代谢后才能使用。然而,水解酸化菌.产氢产乙酸菌和产甲烷菌各有相应的生活环境,因此Ghosh和Pohland提出了两相厌氧发酵原理,即将产酸和甲烷串联在反应器中,形成两相厌氧发酵系统,提高了废水处理能力,得到了广泛的应用。
因此,基于两相厌氧发酵的研究基础,建议开发一种新型的高效厌氧反应器——多段循环厌氧反应器(multi-internal-circleanaerobicreactor),其基本原理是在反应器垂直方向设置三个反应室,每个反应室分别产酸.产氢产乙酸.产生甲烷反应,反应室通过设计折叠板自动产生液体循环,确保颗粒污泥处于膨胀流化状态,提高污泥之间的传质作用。我们的研究小组已经获得了结构设计参数,并根据气流液场模拟的实验进行了加工和生产。作者研究了高浓度有机废水的可行性。
2.材料和方法
2.1实验装置
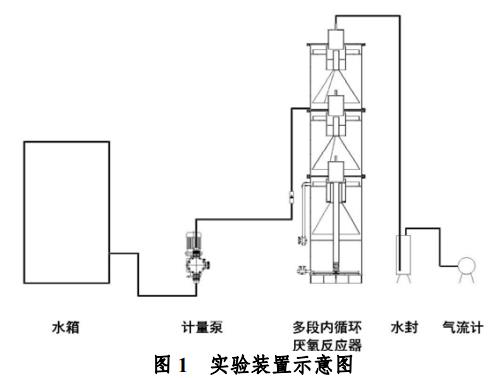
多段循环厌氧反应器由有机玻璃制成,垂直圆柱形,总规格800mm×4000mm(φ×H),其有效体积为1.75m3.产酸反应室(第一反应室)自上而下设置3个反应室.产氢产乙酸反应室(第二反应室)和产甲烷反应室(第三反应室)的有效容积比为1∶1∶1.5.污水取样口设置在每个反应室的上部,污泥取样口设置在底部。每个反应室的顶部都有一个微孔曝气盘,设备的顶部排气口。根据气流液场模拟的结果,改进了该装置的结构。实验装置示意图见图1。
2.2废水水质
实验源水取自深圳某屠宰场。COD800~3500浓度分布mg/L之间,波动性更大。COD对去除效果的评价是本试验的重要参数,因此在试验的特定阶段使用稀释法进行维护COD浓度接近。
2.3接种污泥
接种污泥来自屠宰场的污泥浓缩池。接种污泥的体积按反应器有效体积的50%计算。.二.三反应室接种的污泥体积分别为0.25.0.25和0.38m3。
2.4水质分析
确定每个反应室COD.pH.温度.VFA并收集产气量。COD:重铬酸钾法;pH:便携式pH计;温度:温度表;VFA:蒸馏法:气体:湿气流计。
2.5试验方法
厌氧反应器的实验分为三个阶段。第一阶段是低负荷启动和控制COD容积负荷为0.5kgCOD/(m3•d);成功启动后,通过减少水力停留时间,进入第二阶段COD体积负荷,以确定最佳水力停留时间;第三阶段,在一定的水力停留时间内计划改善进水COD同时测量各反应室的浓度COD去除率.VFA及产气量。
3.结果及分析
3.1启动阶段
启动阶段温度分布36~38℃,控制总进水COD浓度为1000mg/L,HRT为48h,COD容积负荷为0.5kgCOD/(m3•d),连续运行16d。图1是启动期COD每日总去除率。在前3天,COD总去除率低于40%。考虑到水力停留时间长,污泥物理可能会吸附废水有机物.截流,可以推断反应器厌氧效果几乎为零。随着启动时间的增加,COD总去除率逐渐九天,总去除率逐渐增加,COD总去除率达到60%,接下来的几天COD总去除率增加,第14天去除率达到75%,增长缓慢,第16天去除率达到83%。考虑到厌氧微生物在低负荷环境下所能使用的有机物有限,且由于水力停留时间长,可能无法提供有效的水力搅拌效果,容易造成污泥沉积沉降。因此,反应器在16天后停止低负荷运行,即进入第二阶段。

3.2不同的水力停留时间COD去除率的影响
控制总进水COD浓度为1000mg/L,逐渐降低HRT,HRT35、30、25、20、15和12h,对应的COD体积负荷分别为0.69,0.80,0.96,1.21,1.58和2.0kgCOD/(m3•d)。本研究阶段的温度分布为36~38℃内,每2天测量一次COD。经统计,HRT为35h,COD容积负荷0.69kgCOD/(m3•d)运行24天,COD总去除率从33%提高到81%,仍有上升趋势,从25天开始HRT降低至30h,由于进水量的突然增加,厌氧微生物的适应性较弱,促使前几天COD经过22天的运行,厌氧微生物的清除能力降低到60%以下。COD总去除率达到88%。然后,进一步HRT减少至25h,本阶段反应器共运行22d,在第22d时COD与总去除率相比,总去除率达到91%HRT=30h,这一阶段对应COD去除率的增长率明显较快,这可能是由于水力负荷较高,流量较好,为厌氧污泥与污水的充分接触奠定了基础。当HRT忽然缩短至20d,容积负荷为1.2kgCOD/(m3•d)时,COD去除率也急剧下降到76%。与前几个阶段相比,厌氧污泥的抗冲击性明显增强,COD去除率可达93%。为了进一步验证高水力负荷有利于反应器的运行,将HRT降低至15h,这时出现了相反的实验现象,COD去除率降至75%,去除率不稳定。当HRT降低到12h时,COD去除率进一步降低,逐渐降低,说明反应器在水力负荷下不再适合运行。结合现场具体情况,HRT=12h当反应器的出水携带部分污泥时,表明反应器有污泥流失。
因此,现阶段实验最佳水力停留时间为20h,当COD容积负荷为1.21kgCOD/(m3•d)时,COD去除率稳步达到93%。

3.3不同COD容积负荷对COD去除率的影响
由于第二阶段污泥流失,各反应室再次接种适量污泥并控制HRT为20h,进水COD浓度为1000mg/L,恢复反应器需要27天。第三阶段温度为34~36℃,各自研究进水COD浓度为1400,2000,2600,3000,3400mg/L(各阶段COD容积负荷为1.68,2.40,3.12,3.60和4.00kgCOD/(m3•d))在这种情况下,每个反应室都COD第三反应室的去除能力、总产气量和去除能力VFA含量。

